![[HCL]東莞市華創力自動化科技有限公司](/uploads/202001/5e1bdc1991645.jpg "[HCL]東莞市華創力自動化科技有限公司")

2021-12-08 15:53:24[HCL]東莞市華創力自動化科技有限公司
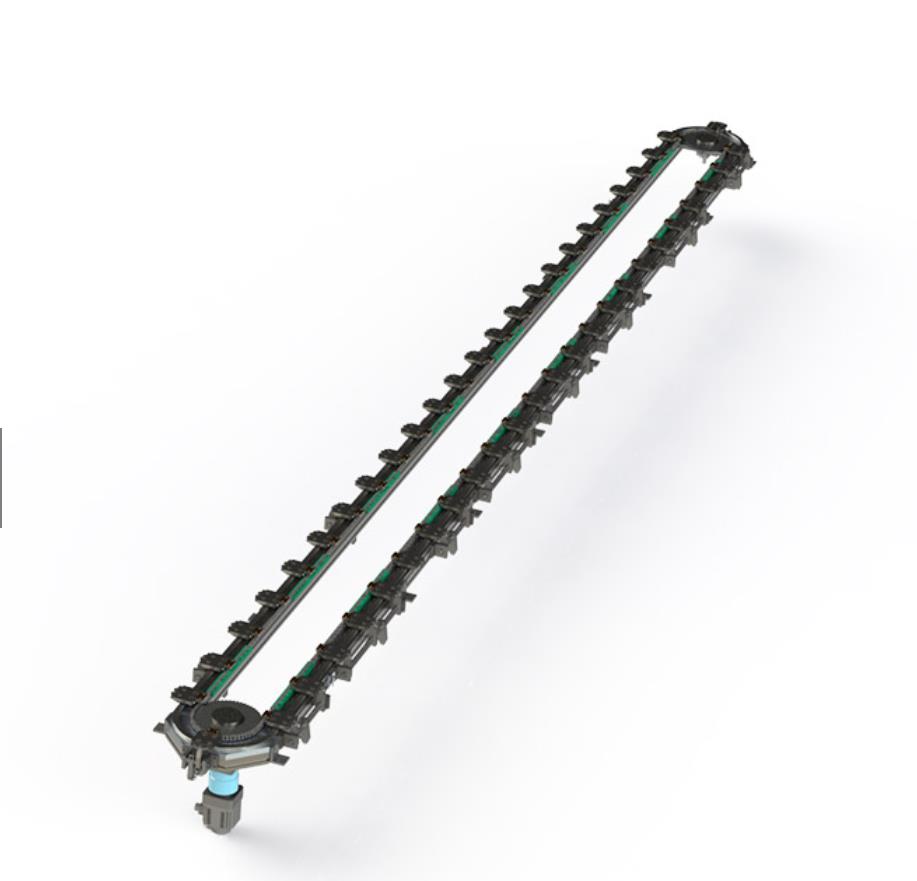
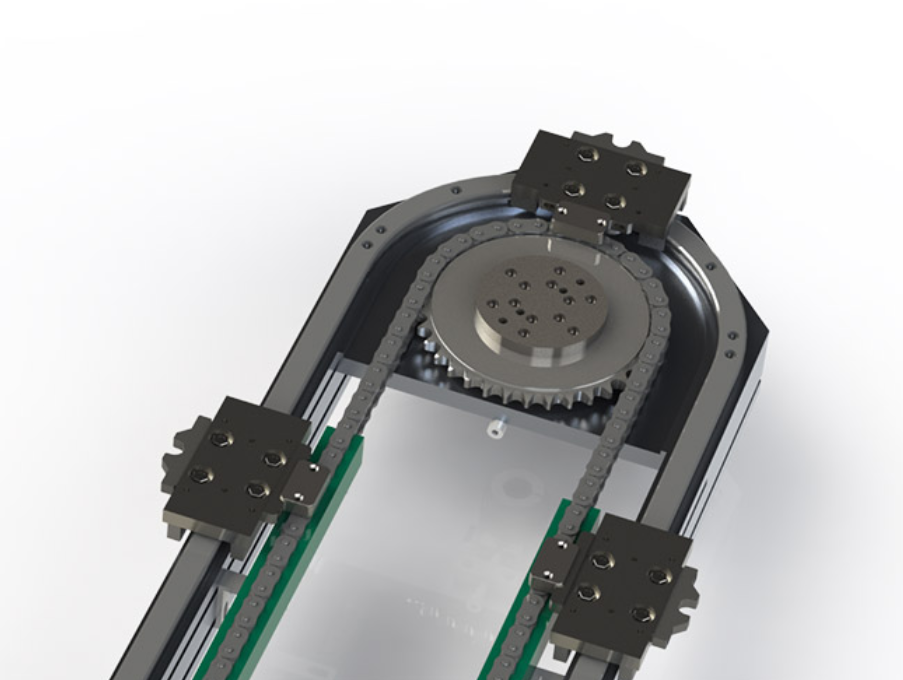
環形導軌的傳輸方法,其包括多個工作平臺,主軸承和多個旋轉可旋轉地連接到主支撐輪的,以及多個旋轉輪的多個平臺中,其環形導軌沿著傳動帶的圓周方向,依次連接到傳動帶,傳動方法是在主支架中,兩個相鄰的旋轉輪之間設置直線導軌,每個工作平臺都配有滑塊,軌道直線導軌和滑塊,是彼此以使工作平臺。那么環形導軌加工方法是怎樣的呢?下面華創力小編來給大家介紹。
環形導軌加工方法:
1、軌道選用3段50kg軌道制做,每根軌道兩邊各留25nlm壓制頭容量,即3段49,加m長短軌道,散件凈重25kg,總重75kg軌道采用購買皿軌道或采用舊軌通,但要是應用舊軌道務必滿足技術標準即可應用。 氧割開料每段距離為為名規格兩邊壓制帶領長,每段距離為495加nl,共3件。

2、運愉至壓制企業開展冷擠壓,壓制后機械加工制造方式激光切割帶領,插口空隙按23.nm操縱,內徑確保41義卜24l3(環,即4244.28,總體圖度落311111,軌道底邊曲翅度芝3mnl,按擺好地樣規圓在備連接處用樣沖搞好標識,轉到運送歷程應放置墊好,防止漲縮,運送總寬B==115,總重涌7kg。
3、轉至機械加工制造企業貢新放地樣對各連接處樣沖枝核后每段間加Zmm厚墊圈開坡口焊接,實際電焊焊接量生產加工企業明確,以確保機械加工制造及總體旋轉為標準,校檢內徑大小為4124~月25。
4、先生產加工底邊見平才行且落411m,旋轉以底邊為標準在一個裝央工序上生產加工斜坡及內徑至cad圖標準公差,容許部分有不生產加工表層。
5、各工藝流程起吊旋轉應采用技術措施,防止因本身凈重、沖擊性、碰撞等導致斷裂。
6、拆卸溶解插口,連接處焊肉再次打磨拋光與生產加工前一致,認證壓制企業樣沖標識,如不符合規定再次標識,當場安裝為此標識為標準。
7、分3段回廠,各工藝流程若有質疑請根據外協員技術溝通。
以上內容就是對環形導軌加工方法的介紹了,環形導軌具有結構簡單,安裝方便,生產效率高,使用凸輪的結構,發動機加速和減速時間越級運動速度的問題,使用單一的驅動電動機通過減少設備功耗滑塊,增加的穩定性載流子移動,并且滑動桿之間的連接被連接到偏心軸,該環可以變化量可伸縮軌道運行期間克服,對于膜反饋室環形導軌的設計參數和承載能力。
—— Contact number












 158-9993-8319
158-9993-8319